Səthə montaj texnologiyası (SMT) (İngilis dilində SMT = surface-mount technology). SMT (səthə quraşdırılmış dövrə elementləri) səthə quraşdırıla bilən elektron komponentlərdir. Bu üsul ilə hazırlanan istehsal texnologiyasına səthə montaj texnologiyası deyilir. İlk dəfə 1960-cı ildə IBM tərəfindən istifadə edilmiş və 1980-ci illərdən sonra yayılmağa başlamışdır. Əksər mənbələrdə İngilis mənasının baş hərflərini təmsil edən SMD qısaltması ilə bəhs edilən səth montaj elementlərinin (SMT) istifadəsindən əvvəl dövrə birləşmələri yalnız sancaqlı(ayaqlı) dövrə elementləri ilə edilə bilirdi.
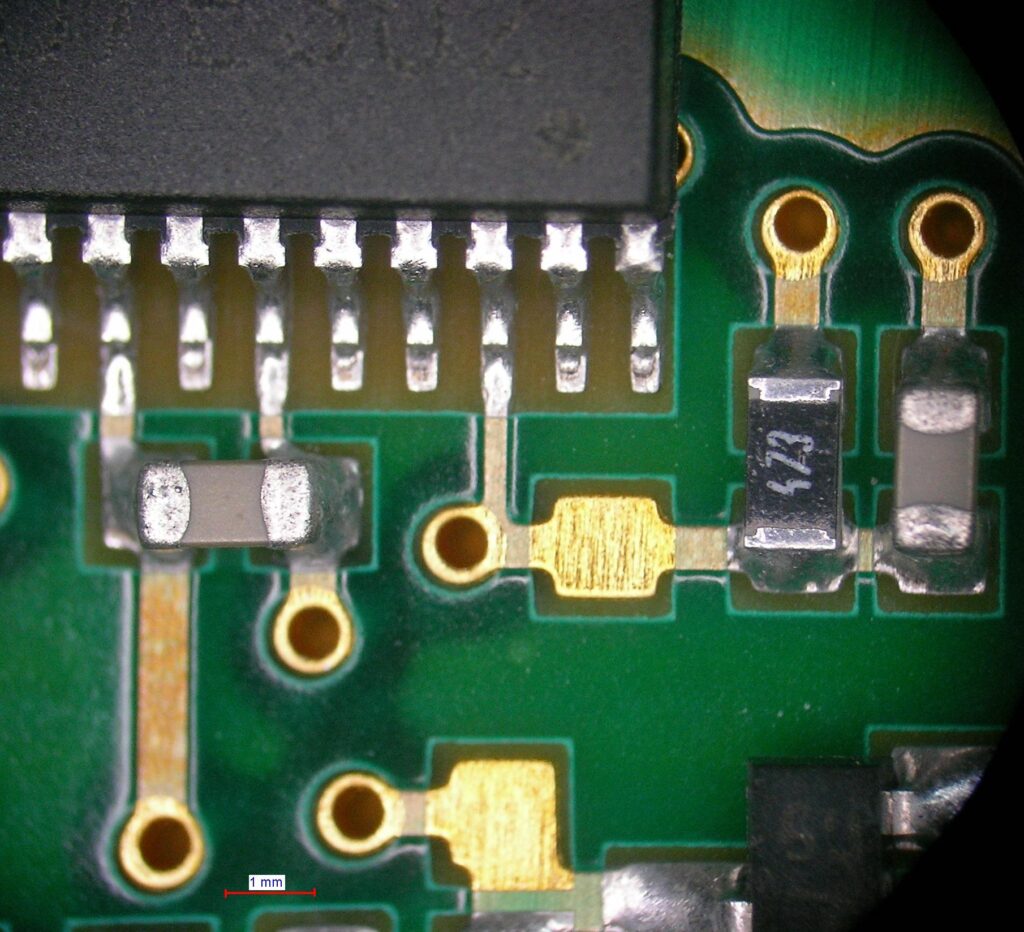
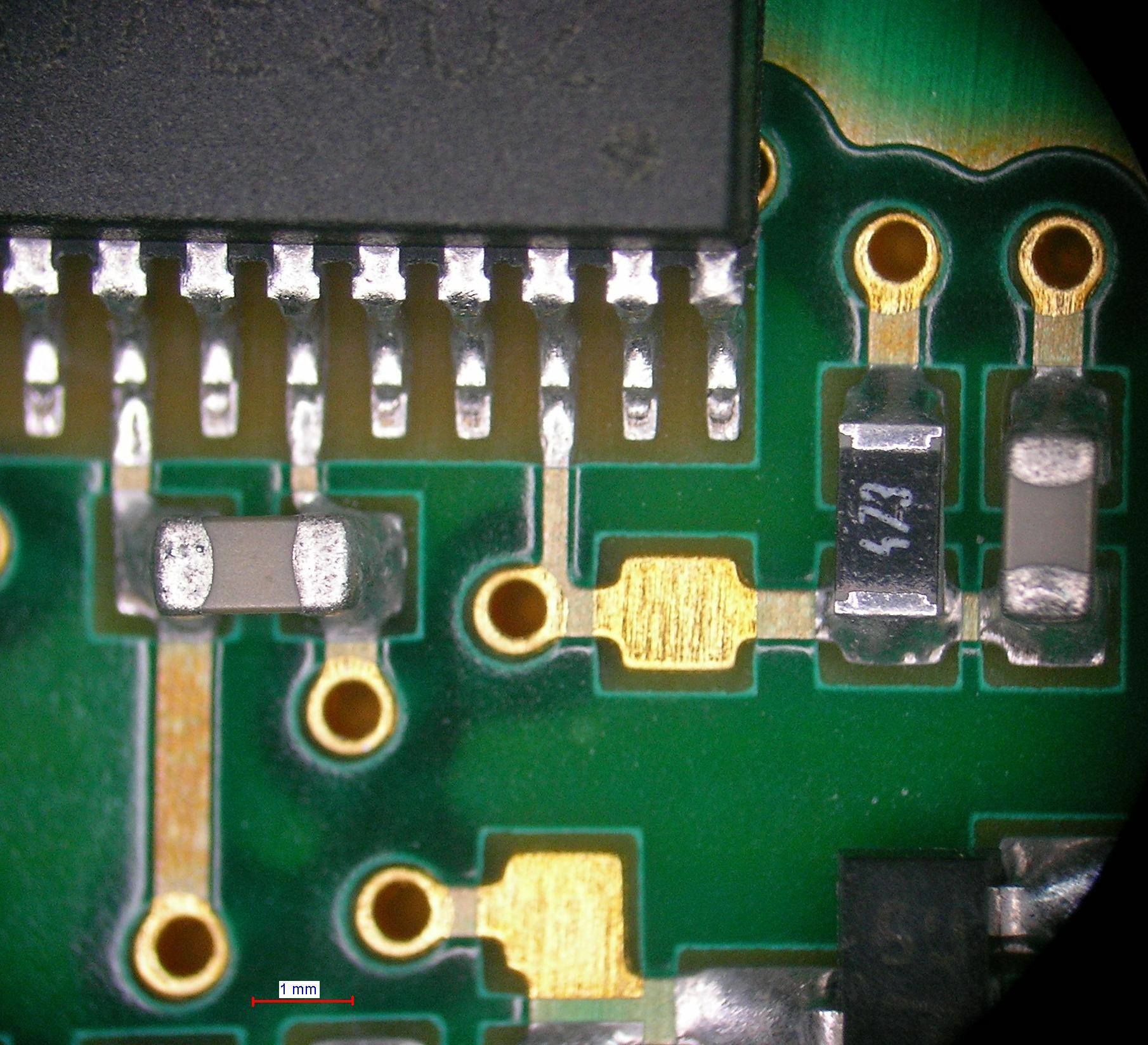
(SANYO DIGITAL CAMERA)
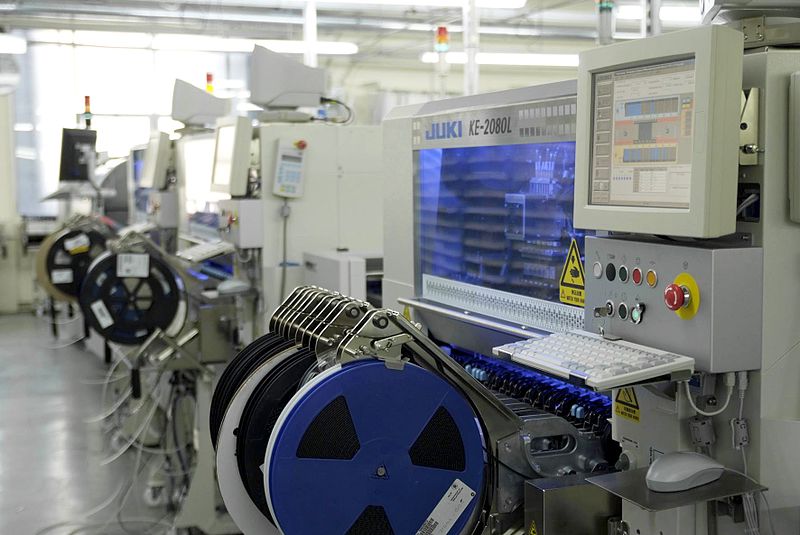
Səth montaj elementləri (SMT) ayaqlı elementlərdən daha kiçik istehsal edilə bilir. Ardıcıl olaraq işləyə bilən SMT düzüm robotları ilə yığıla bilir.
Bu şəkildə kütləvi istehsal və daha çox miniatür elektron sxemlərin dizaynı mümkün olmuşdur. Ayaqlı dövrə elementlərinin elektron lövhələrdəki dəliklərə qoyulması və ərimiş lehim kamerasına batırılması ilə lehimlənməsi lazım olsa da, SMD elementləri kartın səthinə quraşdırılır və xüsusi sobada qızdırılır.
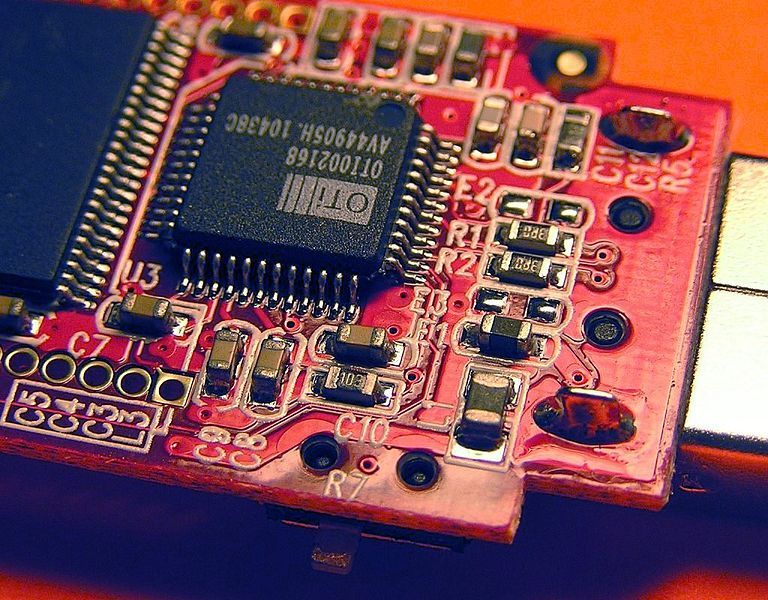
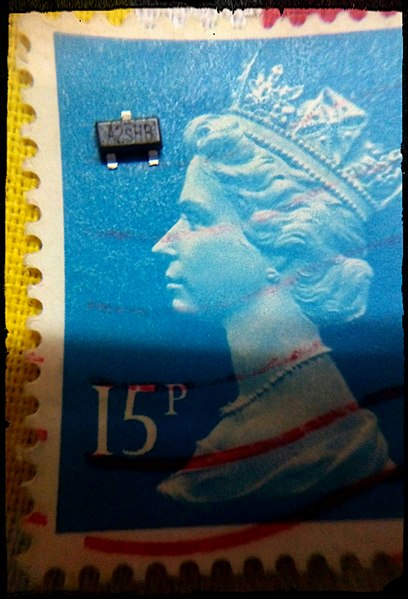
Düzbucaqlı prizma və silindr gövdəsi olan miniatür elementlərə çip komponentləri deyilir. 2007-ci ildən etibarən ən kiçik çip komponenti 0,1 x 0,05 mm (LxW) ölçüsündədir. Sənayedə 1.0 x 0.5 mm (LxW) çiplər daha çox yalnız yüksək texnologiya tələb edən və az yer tələb edən cihazlarda (cib telefonu, PDA, əl kompüterləri, RF modulları və s.) istifadə olunur.
Səthə montaj texnologiyası (SMT) ilə istehsal olunan hər hansı bir cihazda 1,6 x 0,8 mm (LxW) və daha böyük səthə montaj dövrə elementlərini görmək mümkündür. Çip komponentlərindən əlavə, ayaqların gövdədən iki tərəfə çıxdığı SOP və ayaqların gövdədən dörd tərəfə çıxdığı QFP, dörd tərəfdən gövdənin altına “J” hərfi şəklində əyri ayaqları olan PLCC və gövdənin altındakı matris şəkilli lehim topları olan BGA qəlib növləri də yaxşı bilinən qəlib tipləridir.
Elektron kart yığma üsulları
Lehim pastası ilə lehimləmə
Lövhədə komponentlərin (SMT materialları) quraşdırılacağı nazik bir mis və ya qalay qurğuşun və ya qızıl örtüklü düz səthlər ada adlanır. Adalar su yolları ilə bir-birinə və digər elektrik nöqtələrinə bağlıdır. Su yolları kart səthində dövrə vuraraq dövrə elementləri arasında və təbəqələr arasında cüt tərəfli və ya çox qatlı kartlarda örtülmüş dəliklər vasitəsilə elektrik ötürülməsini təmin edir. Çox qatlı kartlar və örtüklü dəlik içi əlavələri SMT tərəfindən gətirilən bir yenilik deyil, elementlərin uclarını dəliyə bağlamaq ehtiyacı səth montaj texnologiyasında yoxa çıxmışdır. Pasta lehimi, 62 % qalay , 36% qurğuşun, 2% gümüş xəlitəli metal toplardan ibarət, diametri 100 mikrondan kiçik olan gel kimi lehim pastası (flux) ilə yapışqan formada bir qarışıqdır. Pasta lehimi adalara metal ələk (stencil) şablonlarından istifadə edərək serigrafiya üsulu ilə tətbiq olunur. Bu proses üçün ekran çap maşınlarından istifadə olunur. Beləliklə, lehim pastası adalarda istənilən hündürlükdə və dəlikli metal şablonunun boşluğu şəklində qalır. Tətbiq olunan lehimin qalınlığı, ələk adlanan adalara uyğun yerlərdə yivlərin qazıldığı metal şablonun təbəqə qalınlığına bərabər olacaqdır. Daha sonra SMT(SMD) düzüm robotları lehim pastası vurulmuş kartın üzərinə SMT (SMD) elementləri düzür. Kart bu mərhələdən sonra sobaya göndərilir. Sobada lehimlə birlikdə element düzülmüş kart müəyyən bir istiliyə proqramlaşdırılmış şəkildə çatdırılır. Birincisi, ilk istilik (rampa istiləşmə) verilir. Bütün kart müəyyən bir müddətə qədər və bərabər şəkildə qızdırılır. Bu şəkildə istiləşmə və soyutma nəticəsində yaranan gərginliyə dözüm təmin edilir. Sonra tədricən qızdırılmağa başlayır. Lehim pastasındakı jel flux-un adaya və elementin metal səthinə yayılması ilə səthin gərginliyini azaltması və oksidləri həll etməsi istənilir. Son mərhələdə lehim pastasının metal qarışığı əriyir və komponent ayaqları ilə adalar arasında keçirici metal əlaqəsi yaradır. Bu son mərhələ reflow adlanır. Kart nəhayət soyudulur və lehimləmə prosesi başa çatır.
Yapışqan ilə montaj
Yapışqan kartdakı komponentlərin ortasına yapışqan paylayıcı maşın və ya serigrafiya çap üsulu ilə tətbiq olunur. Elementlər kartda SMT (SMD) montaj robotu ilə düzülmüşdür. Sonra müəyyən bir müddətdə sobada müəyyən bir temperaturda qaldıqdan sonra yapışqan quruyur. Daha sonra lövhə şərti bir dalğa lehimləmə maşınında lehimlənir.
Üstünlükləri
SMD materialları ilə istehsalın ayaqlı materiallardan üstünlükləri aşağıdakılardır:
- Kiçik, yüngül komponentlər
- Daha az istilik yaradan cihazların istehsalı
- Az enerji istehlak edən miniatür sxemlər istehsal etmək bacarığı
- Kartda daha az dəlik dəlmə tələb olunur
- Montajda daha sadə dövrə elementi yığma maşınlarından istifadə etmək bacarığı
- Mexanik titrəmə və titrəmələrə qarşı daha yaxşı müqavimət
- Sobada əridilmə zamanı ərimiş lehim səth gərginliyi ilə detalı mərkəzə çəkib düzəltmək bacarığı
- Kütləvi istehsalda elektron kartın hər iki tərəfində elementlər düzəltmək imkanı
- Aşağı daxili müqavimət və daxili induktivlik (yüksək tezlikli dövrələrdə daha yaxşı performans təmin edir)
- SMD elementləri ümumiyyətlə daha ucuzdur və beləliklə daha ucuz elektron cihazlar istehsal edə bilərlər.
- Daha az istənilməyən radio tezliyi müdaxiləsinə səbəb olur
- Müəyyən şərtlərdə SMT komponentlərinin dəyərlərinin və davranışının asan proqnozlaşdırılması
Dezavantajları
Səth montaj texnologiyasının ayaqlı komponent yığma texnikasına nisbətən zəif tərəfləri aşağıdakılardır:
SMT (YMT) istehsalı daha mürəkkəbdir,
İlk istehsala başlamaq üçün investisiya dəyəri daha yüksəkdir,
Əl müdaxiləsi və təmir imkanları çətin və ya qənaətcil olmamasıı , çünki hissələri çox kiçikdir,
Prototip istehsalının iqtisadi olmaması.
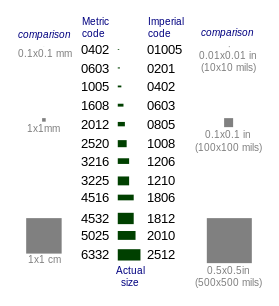
Qəlib ölçüləri
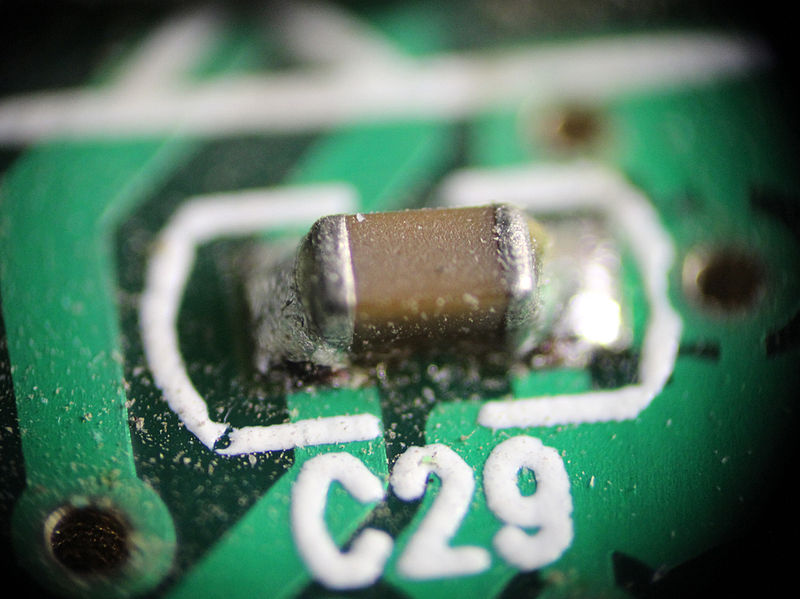
SMD dövrə elementlərinin örtük ölçüləri JEDEC standartlarına uyğun olaraq müəyyən edilir. Çiplərdə standart adlar ümumiyyətlə elementin enini və uzunluğunu düym və ya metrik vahidlərlə yan-yana yazmaqla verilir. Məsələn, 1,6 mm uzunluqda və 0,8 mm genişlikdə olan çip komponentinə metrik ölçmədə 1608 qəlib deyilir. Element bir müqavimətdirsə, R1608 və ya 1608R adlanır. Eynilə, kondensatorlar 1608C və ya C1608 ; induktivliklər L1608 və ya 1608L olacaqdır. Ölçü imperial ölçü vahidi ilə 1.6 x 0.8 mm ölçülüsünə inch ekvivalent 0.06 “x 0.03” -dir.
Buna görə 0603 adlandırılmışdır,
Nomenklatura (inch) (metrik) düyüm ilə.
eni x hündürlüyü “(eni x hündürlüyü mm)”
01005 (0402): 0,016 “× 0,008” (0,4 mm × 0,2 mm)
0201 (0603): 0,024 “× 0,012” (0,6 mm × 0,3 mm)
0402 (1005): 0,04 “× 0,02” (1,0 mm × 0,5 mm)
0603 (1608): 0,063 “× 0,031” (1,6 mm × 0,8 mm)
0805 (2012): 0,08 “× 0,05” (2,0 mm × 1,25 mm)
1206 (3216): 0.126 “× 0.063” (3.2 mm × 1.6 mm)
1806 (4516): 0,177 “× 0,063” (4,5 mm × 1,6 mm)
1812 (4532): 0,18 “× 0,12” (4,6 mm × 3,2 mm)
2512: 0,25 “× 0,12” (6,3 mm × 3,0 mm)